
3.Die Be- und Verarbeitung von HPL
HPL und Trägermaterialien sollen vor der Verarbeitung gemeinsam konditioniert werden, damit sich beide Materialien in ihrem Feuchtigkeitsgehalt annähern. Materialien, die in zu feuchtem Zustand verarbeitet werden, neigen im Laufe der Zeit zur Schrumpfung, die Rissbildung und Verzug nach sich ziehen können. Zu trockene Materialien sind schwerer zu verarbeiten und können sich später ausdehnen, so dass ein Verzug nicht ausgeschlossen bleibt. Grundsätzlich sind bei Planung und Konstruktion von HPL-Verbundelementen, die klimatischen Bedingungen während der späteren Nutzung zu beachten. Eine gute Konditionierung kann nur bei normalem Raumklima (d. h. bei ungefähr 18 - 25 °C und 50 – 65 % rel. Luftfeuchte) erreicht werden.
Eine ausreichende Zirkulation der Umluft während mind. zehn Tagen um jede Platte (s. Abb. unten) wird empfohlen. Zudem sollten HPL und Trägerplatten für wenigstens drei Tage so miteinander gestapelt werden, wie sie später geklebt werden. Die relative Luftfeuchte soll dabei ähnlich der ihres späteren Einsatzbereichs sein.
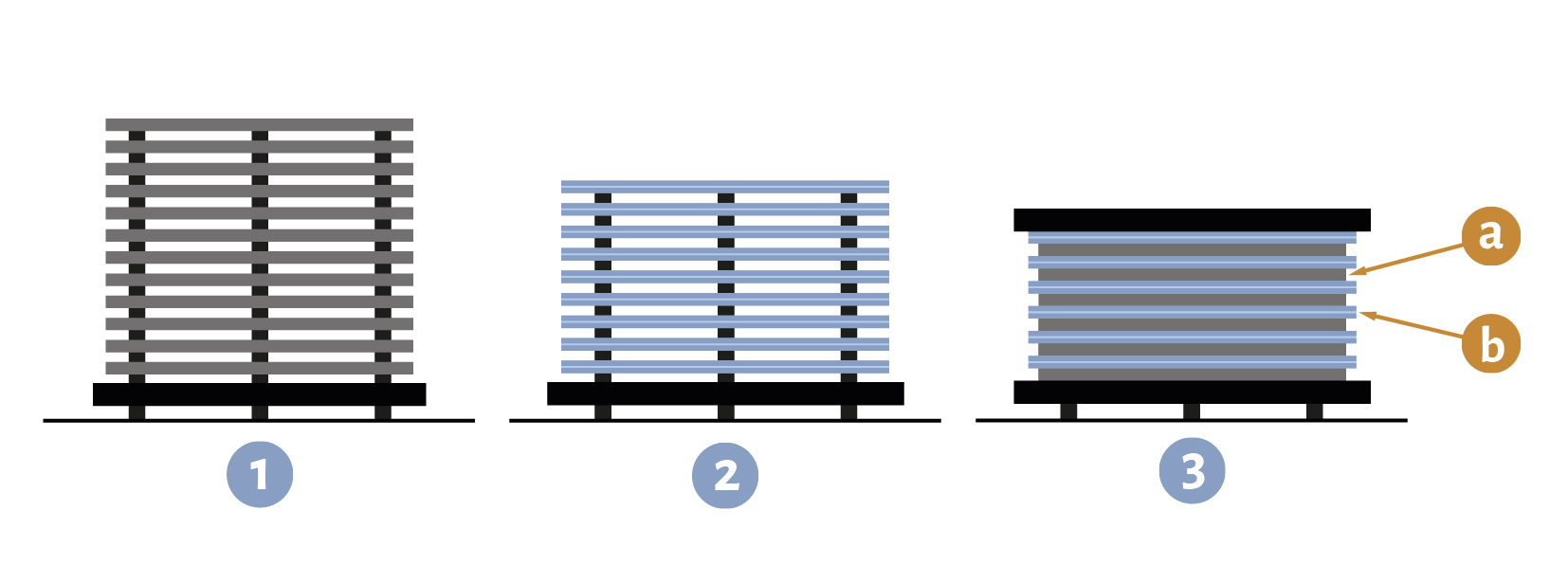
1 Stapel mit Trägerplatten | 2 Stapel mit HPL 3 Vorkonfektionierter Stapel mit a Trägerplatten | b HPL
Diese Empfehlungen gelten für die Verarbeitung und spätere Anwendung in gemäßigten Klimazonen. Für extreme Klimazonen empfehlen wir Rücksprache mit dem Hersteller.
Wird das herzustellende HPL-Verbundelement bei seinem späteren Verwendungszweck einer andauernd niedrigen relativen Luftfeuchte ausgesetzt, empfiehlt es sich, HPL und Trägermaterial bei der Klimatisierung einer entsprechenden Luftfeuchte auszusetzen, um später auftretende Schrumpfspannungen vorwegzunehmen. Die Klebung muss im unmittelbaren Anschluss an die Konditionierung erfolgen. Es empfiehlt sich auch hier Rücksprache mit dem Hersteller.
Auch beim Transport ist auf eine geeignete Konditionierung zu achten.