
3.Die Be- und Verarbeitung von HPL
Bei HPL-Compact ist mit einem geringeren Vorschub als bei HPL-Verbundplatten zu arbeiten. Bei beidseitig dekorativen HPL-Compact vermeidet man ein Ausreißen der unteren Dekorschicht durch Veränderung des Austrittwinkels. Dies kann durch Variation der Höheneinstellung des Sägeblattes erreicht werden. Mit größer werdendem Überstand wird die obere Schnittkante besser und die untere Schnittkante schlechter bzw. umgekehrt. Gute Ergebnisse lassen sich auch durch Unterlegen von Sperrholz, Hartfaserplatten oder HPL erzielen. Die optimale Schnittqualität der Unterkante wird durch Vorritzen der Plattenunterseite mit einem kleinen Kreissägeblatt erreicht. Dadurch wird das Ausreißen des Schnittaustritts vermieden. Denn durch das Vorritzen ist der ausrissgefährdete Belag der Plattenunterseite bereits sauber durchschnitten. Die Vorritzsäge arbeitet normalerweise im Gleichlauf, egal ob das nachfolgende Sägeblatt im Gleichlauf oder im Gegenlauf arbeitet.
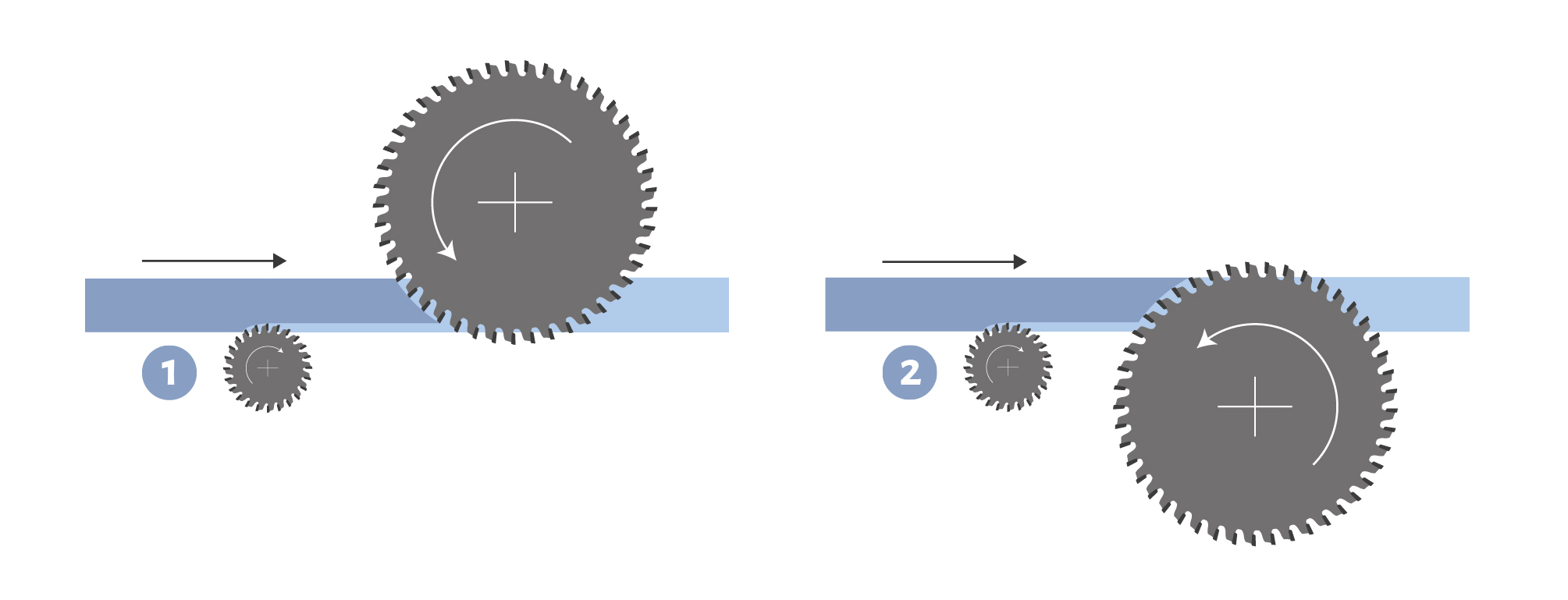
1 Gleichlauf mit Vorritzen | 2 Gegenlauf mit Vorritzen
Der Vorschub entscheidet wesentlich über die Schnittqualität bei HPL-Com- pact. Ein Vorschub pro Sägezahn zwischen 0,03 und 0,05 mm hat sich bewährt.
Der Vorschub berechnet sich nach den folgenden Formeln, wobei die Drehzahl der Maschine meistens zur Einhaltung der günstigsten Schnittgeschwindigkeit festgelegt ist.
Vorschub pro Sägezahn: Sz = S / (n × Z) [mm/ Sägezahn]
umgestellt nach Vorschub S = Sz × n × Z [mm/min]
umgestellt nach Zähnezahl Z = S / (n × Sz)
Dabei gilt:
Sz = Vorschub in mm pro Sägezahn
S = Vorschub in mm/min
n = Drehzahl pro Minute
Z = Zähnezahl
Beispiel:
Zähnezahl Z = 52, Drehzahl pro Minute n = 3500, Vorschub pro Sägezahn Sz = 0,04 mm
In der Formel S = Sz × n × Z eingesetzt, ergibt das einem Vorschub von
0,04 × 52 × 3500 = 7280 mm / min = 7,28 m / min
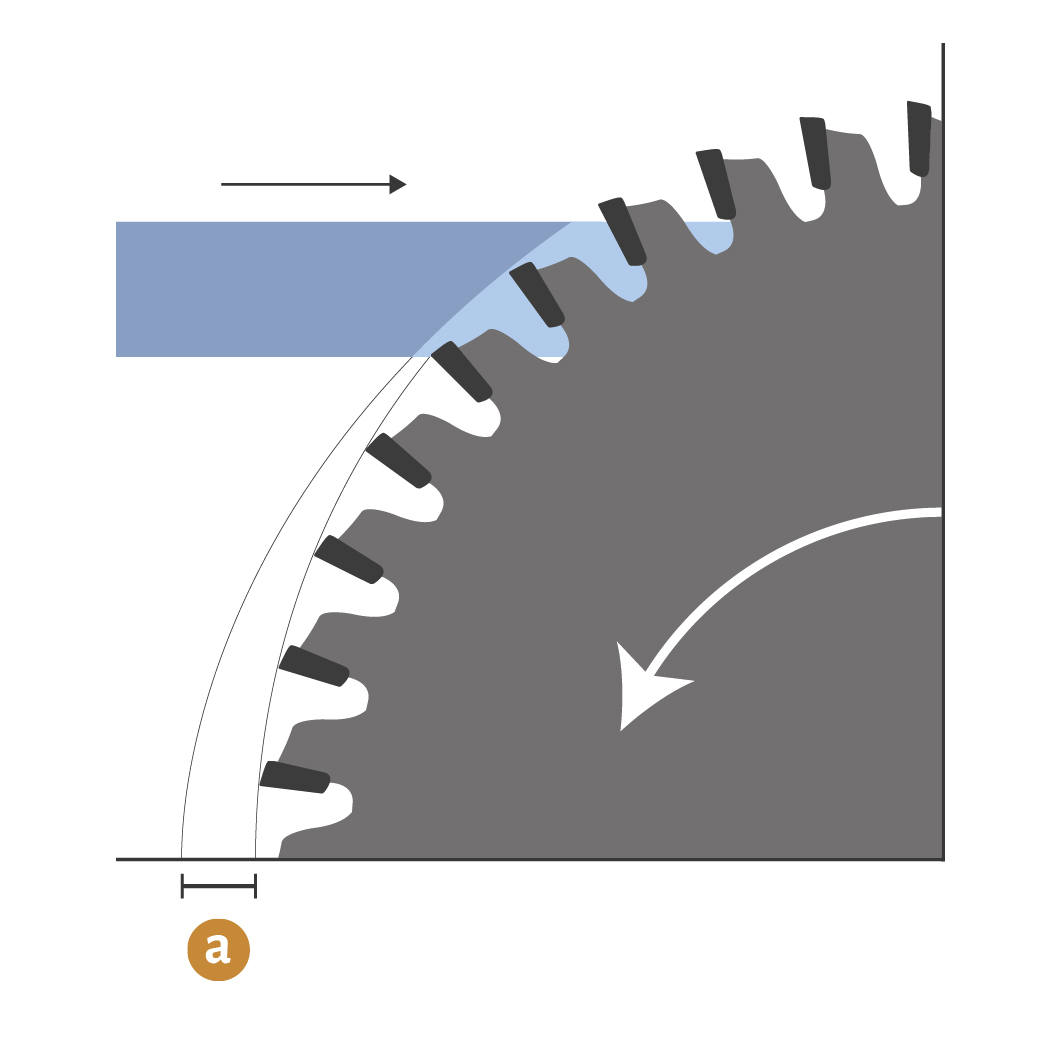
a Vorschub pro Sägezahn [mm]