
3.Die Be- und Verarbeitung von HPL
Bohrwerkzeuge
Zum Bohren von HPL sind Bohrer für Kunststoffe am besten geeignet. Es sind Spiralbohrer mit einem Spitzenwinkel von etwa 60 – 80 ° statt 120 ° bei normalen Metallbohrern. Sie besitzen außerdem eine große Steigung (steiler Drall) mit großem Spanraum (weite Nuten). HSS-Bohrer werden für Handmaschinen, Hartmetallbohrer (HW) für Maschinen mit mechanischem Vorschub empfohlen. Drehzahl ca. 1.500 – 3.500 min‑1. Für abgestufte Bohrungen mit unterschiedlichen Durchmessern eignen sich Absatz- / Stufenbohrer, für Bohrungen mit größerem Durchmesser eignen sich Zylinderkopfbohrer.
Verwendung finden zudem Kreisschneider mit Führungszapfen und bei noch größerem Durchmesser sogenannte verstellbare Kreisschneider mit Führungszapfen. Bei Letzteren ist das Loch möglichst von beiden Seiten her zu schneiden. Alternativ sind größere Aussparungen mit der Oberfräse mittels Schablone herzustellen.
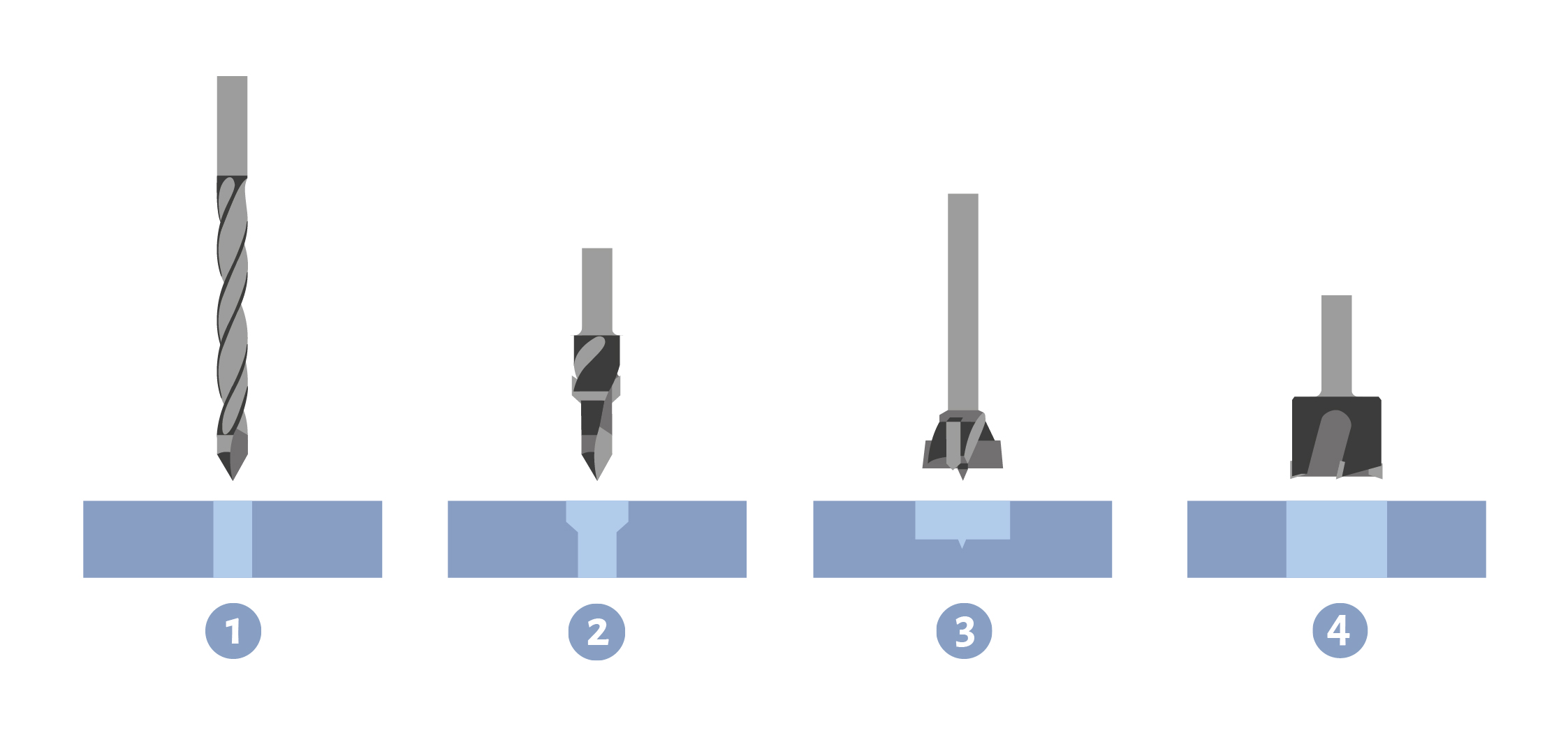
1 Spiralbohrer | 2 Absatz- bzw. Stufenbohrer | 3 Zylinderkopfbohrer | 4 Kreisschneider
Bohrtechnik
Die Eindringgeschwindigkeit des Bohrers muss so gewählt werden, dass das HPL nicht beschädigt wird. Die Schnittgeschwindigkeit bei HSS-Bohrern beträgt ca. 0,8 m/s, bei Hartmetallbohrern bis zu 1,6 m/s. Ein Vorschub von 0,02 – 0,05 mm/ U gilt als günstig, d. h., bei 1000 Umdrehungen ein Eindringen des Bohrers zwischen 20 mm und 50 mm je Minute. Wenn man eine Hartholz- oder HPL-Unterlage verwendet, kann das Aufwerfen des Materials am Bohreraustritt verhindert werden. Noch bessere Ergebnisse werden bei Serienfertigung mit solchen Bohrlehren erzielt, die auf beiden Seiten Bohrbuchsen tragen und ein festes Einspannen des zu bohrenden Teils ermöglichen. Zum Senken sind um die Hälfte niedrigere Drehzahlen angebracht.