
3.Die Be- und Verarbeitung von HPL
Zum Bohren von HPL-Compact sind Bohrer für Kunststoffe am besten geeignet. Es sind Spezialbohrer mit einem Spitzenwinkel von etwa 60 – 80° statt 120° bei normalen Metallbohrern. Sie besitzen außerdem eine große Steigung (steiler Drall) mit großem Spanraum (weite Nuten). Beim Durchbohren sind bevorzugt Bohrer mit einem Spitzenwinkel von 50 – 60° zu benutzen.
Um das Aussplittern auf der Austrittsstelle der HPL-Compact zu vermeiden, muss die Vorschubgeschwindigkeit des Bohrers fortwährend verlangsamt werden. Außerdem empfiehlt es sich, mit einer festen Unterlage zu arbeiten, die angebohrt werden kann (z. B. Spanplatte, Sperrholz).
Bei Sacklochbohrungen sollte die Lochtiefe so ausgeführt werden, dass mindestens noch 1,5 mm Plattendicke (a) erhalten bleibt.
Bei Bohrungen parallel zur Plattenebene muss die Restdicke (b) mindestens 3 mm betragen. Zum gleichzeitigen Bohren und Senken können Aufstecksenker verwendet werden. Neben festbestückten Hartmetallwerkzeugen kommen häufig Hartmetall-Wendeplatten beim Bohren und Fräsen von Innenaussparungen zur Anwendung.
Im Übrigen können bei HPL-Compact ohne Schwierigkeiten auch Gewinde eingeschnitten werden; auch selbstschneidende Schrauben sind einsetzbar.
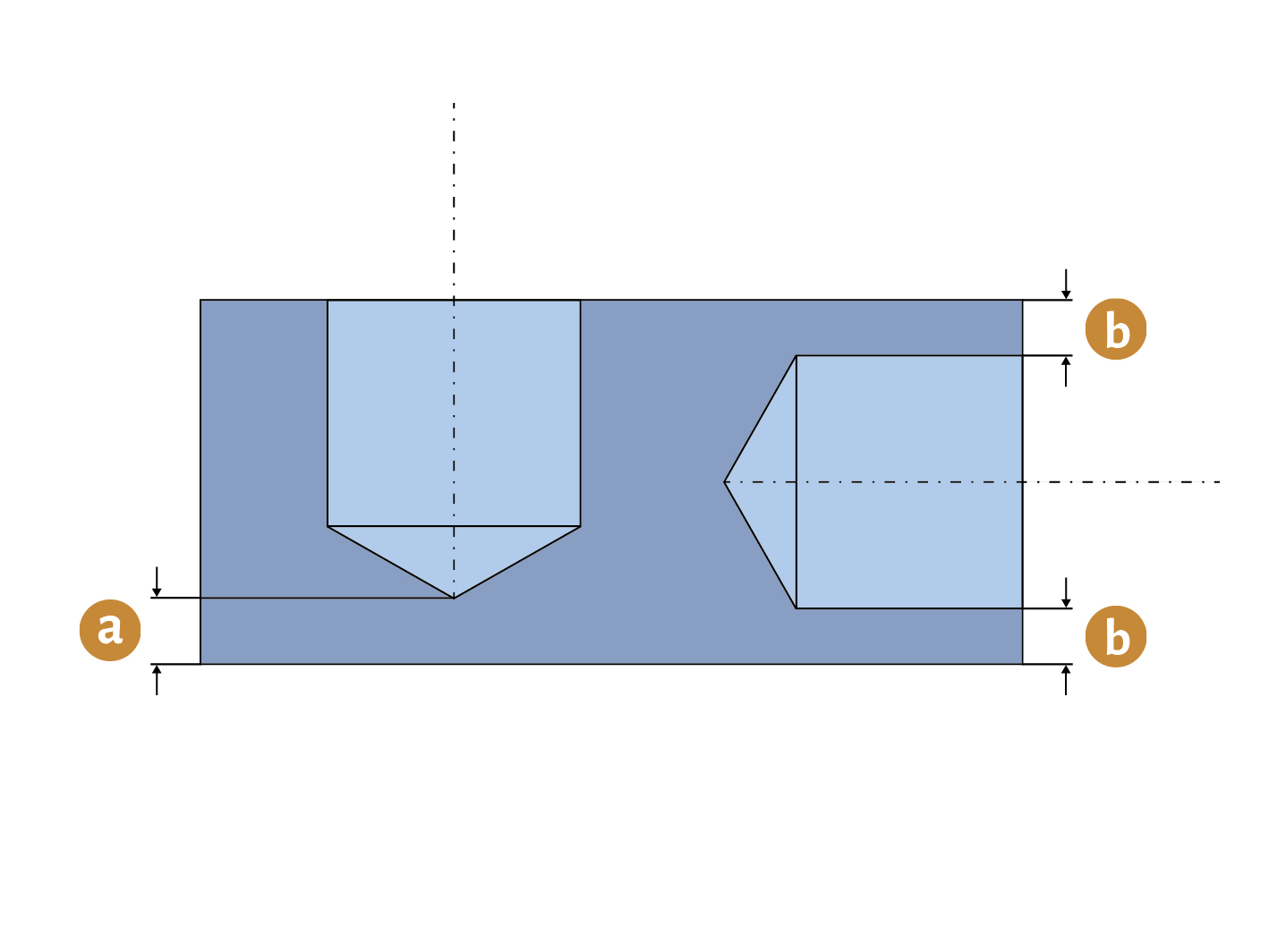
Restdicke bei a vertikalen Bohrungen mindestens 1, 5 mm und b bei horizontalen Bohrungen mindestens je 3 mm