
3.Die Be- und Verarbeitung von HPL
Für ein gutes Ergebnis beim Auftrennen mit Tisch- und Formatkreissägen muss die Dekorseite nach oben zeigen. Die Güte der Schnittkanten ist u. a. von der Höheneinstellung des Sägeblatts abhängig. Die optimale Höhe richtet sich nach der Dicke des zu trennenden HPL und des verwendeten Kreissägeblattes. HPL können auch im Paket zugeschnitten werden.
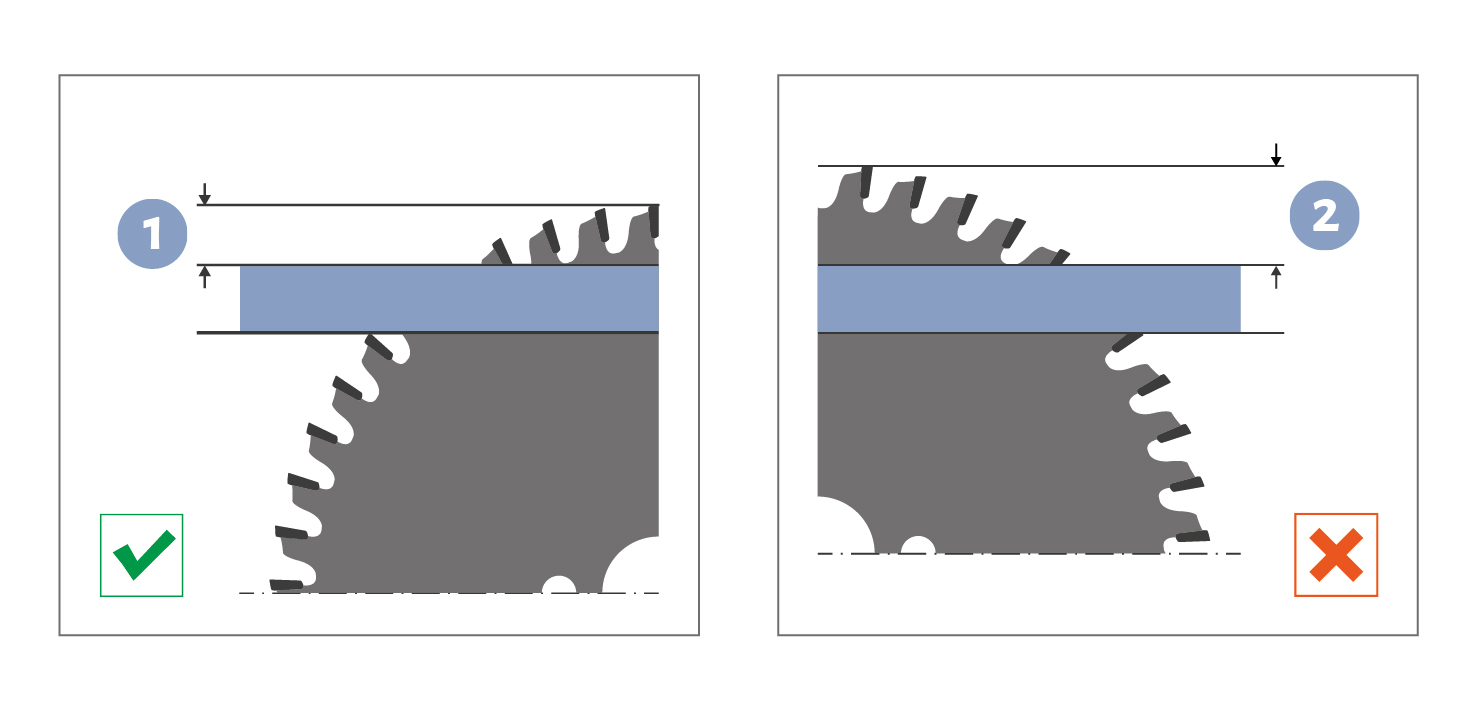
1 sauberer Sägeschnitt mit Überstand ca. 10 – 15 mm
2 Sägeschnitt mit Ausrissen bei Überstand > 15 mm
Das HPL muss sicher und flächig auf dem Sägetisch aufliegen. Im Bereich des Sägeblatts muss es auf den Tisch angedrückt werden, um ein Flattern zu verhindern. Hierzu ist ein Druckbalken oder eine aufgelegte Andruckleiste zu verwenden.
Die Güte der Schnittkante ist vor allem abhängig von:
HPL-Platten können auch im Paket zugeschnitten werden.
Für den Zuschnitt von HPL, HPL-Compact und HPL-Verbundelementen sind vier Kreissägeblätter üblich:
Der Flachzahn ist die einfachste Zahnform mit der gute Schnittergebnisse er zielt werden können. Der Flachzahn ist problemlos und wirtschaftlich nachschärfbar.
Der Wechselzahn ist die universelle Zahnform für Format- und Trennschnitte. Durch die Schnittaufteilung ist eine geringere Leistungsaufnahme der Maschine gegeben. Der ziehende Schnitt des Wechselzahns erzeugt eine sehr gute Kantenqualität an der Eintrittsseite. Sägeblätter mit Wechselzahn sind einfach und wirtschaftlich nachschärfbar.
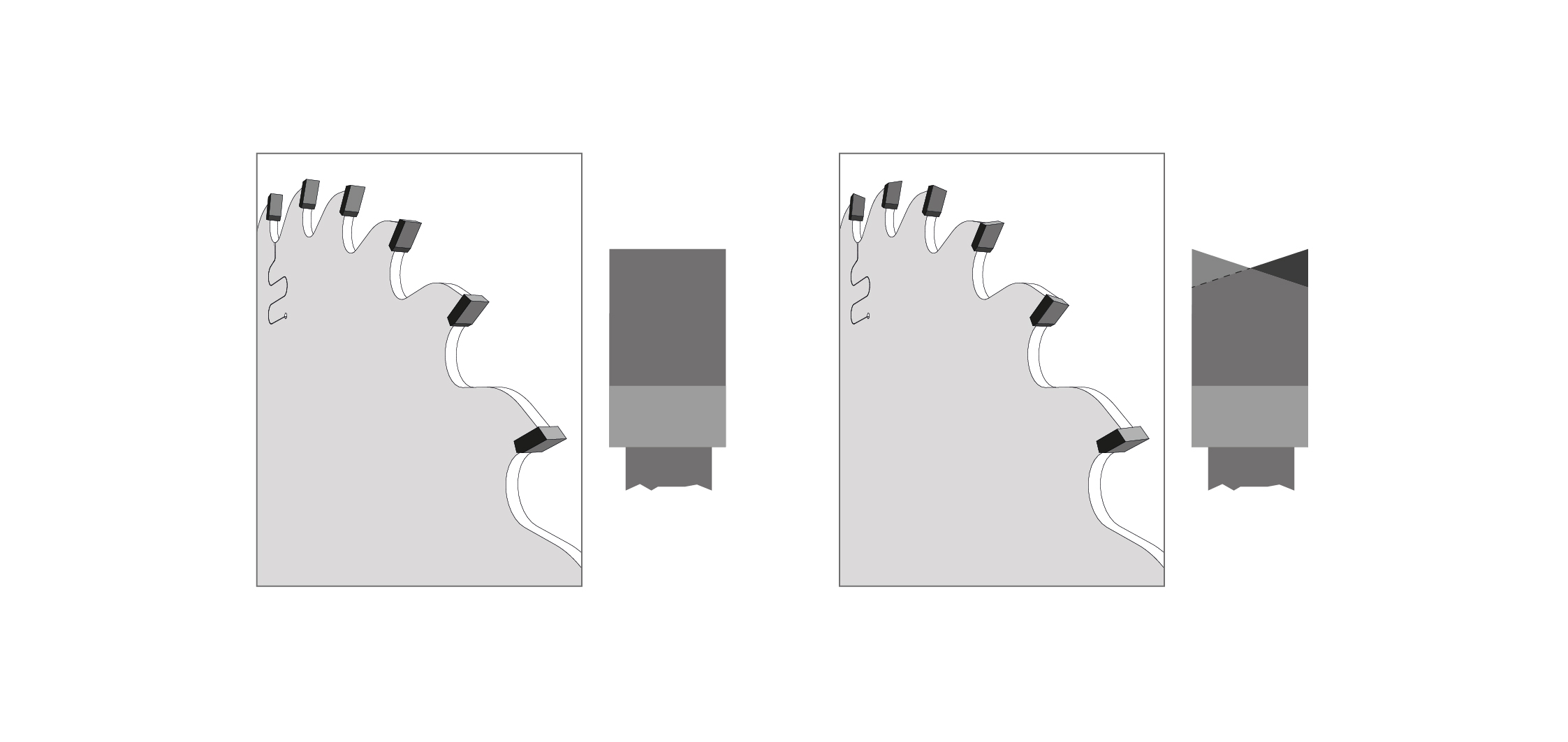
Die ebenfalls einfach nachschärfbare Kombination aus Trapez- und Flachzahn stellt eine Gruppenverzahnung dar, bei der der Trapezzahn die Vorzerspanung übernimmt und das Sägeblatt führt. Es wird eine bessere Schnittqualität als mit dem Wechselzahn erzielt.
Die Kombination aus Dach- und Hohlzahn stellt eine Gruppenverzahnung dar, bei der der Dachzahn die Vorzerspanung übernimmt und das Sägeblatt führt. Der durch den Hohlschliff des Hohlzahnes erzeugte doppelseitige Achswinkel sorgt für eine optimale Kantenqualität, besser als der Trapezzahn / Flachzahn bei gleichzeitig hohem Standweg. Bei richtigem Kreissägeblattüberstand kann eine optimale Ober- als auch Unterkante erzeugt werden. Besonders geeignet für Maschinen ohne Vorritzaggregat. Das Nachschärfen ist nur in ausgewiesenen Fachbetrieben zu empfehlen.
