
Anhang
Nachfolgende Tabelle gibt Richtwerte zur Bearbeitung von HPL mit und ohne Trägerplatten wie z. B. Furnierschichtholz, Sperrholz, Spanplatten und Faserplatten.
Tabelle 15: Richtwerte Bearbeitungsparameter
| Arbeitsgang | Maschine | Schnittgeschw. [m / s] | Drehzahl [min-1] | Vorschub [m / min] |
|---|---|---|---|---|
| Plattenzuschnitt | Plattenaufteilsägen | 60 – 100 | ca. 3.000 – 6.000 | ca. 10 – 30 |
| Formatzuschnitt | Tisch-, Format- und Handkreissäge, BAZ (*) | 30 – 100 | ca. 3.000 – 6.000 | bis ca. 10 |
| Formatieren | Doppelendprofiler, vorritzen, schneiden und zerspanen | 40 – 60 | ca. 6.000 | ca. 6 – 60 |
| Kanten fräsen | Tischfräse oder Kantenbearbeitungs- Anlage, BAZ (*) | 40 – 60 | bis 12.000 | ca. 6 – 24 |
| Kanten fräsen | Handoberfräse | 10 – 25 | ca. 12.000 – 27.000 | ca. 3 – 8 |
| Nuten | Tischkreissäge, Tischfräse, BAZ (*) | 40 – 100 | ca. 3.000 – 6.000 | ca. 3 – 10 |
| Nuten | Doppelendprofiler | 40 – 60 | ca. 6.000 – 9.000 | ca. 6 – 24 |
| Nuten | Oberfräse, Handoberfräse, BAZ (*) | 10 – 25 | ca. 12.000 – 27.000 | ca. 3 – 8 |
| Bohren | Bohrmaschine, Dübelautomat, BAZ (*) | ca. 3.000 – 6.000 | ca. 0,5 – 3 |
Schnittgeschwindigkeit in Abhängigkeit von Drehzahl und Werkzeugdurchmesser
Die Kurvenlinien zeigen Schnittgeschwindigkeiten im m/s, ermittelt aus Drehzahl und Werkzeugdurchmesser. Es kann die erforderliche Drehzahl entnommen werden, wenn Werkzeugdurchmesser und Schnittgeschwindigkeit gegeben sind. Ebenso kann der Werkzeugdurchmesser ermittelt werden, wenn Drehzahl und Schnittgeschwindigkeit vorgegeben sind.
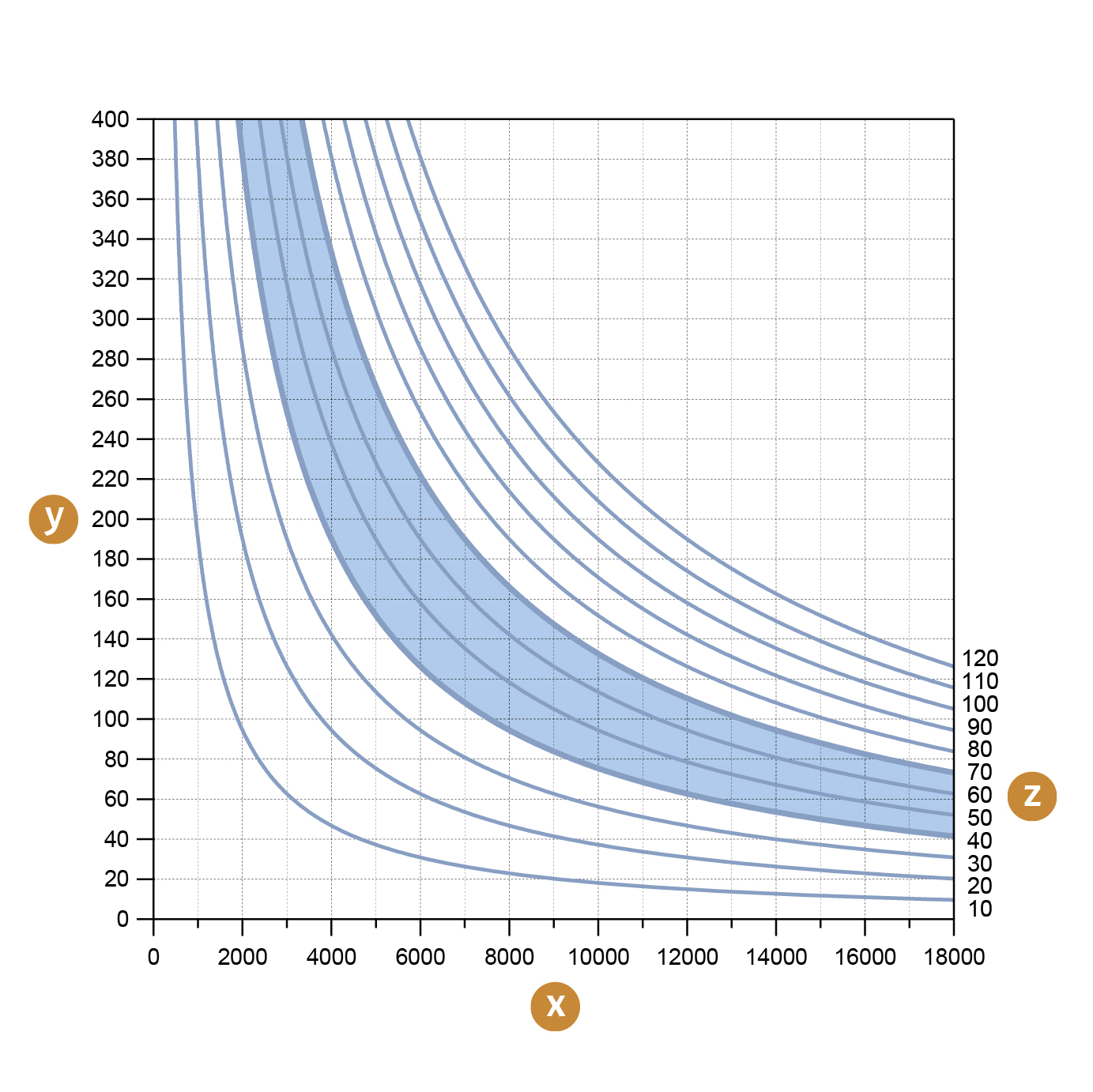
x Drehzahl n [min-1]
y Werkzeugdurchmesser D [mm]
z Schnittgeschwindigkeit vc [m/s]