
3.Die Be- und Verarbeitung von HPL
Das HPL-Verbundelement „Arbeitsplatte“ erlaubt den Einsatz der gängigen Holzbearbeitungswerkzeuge. Dabei können viele anspruchsvolle Lösungen realisiert werden, die sich aus den Einbaugeometrien von Kochmulden, Spülen usw., aber auch aus den gestalterischen Ideen moderner Innenarchitektur für Küchen ergeben. Diese Kombination aus einfacher mechanischer Bearbeitbarkeit vor Ort mit dem Anpassen an bauliche Gegebenheiten kann nicht hoch genug bewertet werden. Viele andere Werkstoffe – besonders solche auf Basis anorganischer Vorprodukte – weisen diesen Zusatznutzen nicht auf. Durch die Kombination von Arbeitsplattenelementen mit anderen Materialien (Kantenanleimer, Abschlussleisten, Metallfüßen usw.) lassen sich optisch ansprechende Resultate erzielen.
Fräsen, Bohren, Sägen
Bei allen Säge-, Fräs- und Bohrarbeiten an der Arbeitsplatte muss für eine ausreichend starre Unterlage gesorgt werden, damit bei schmalen Plattenstegen keine Brüche oder Ausrisse entstehen können.
Für den Einbau von Kochmulden und Spülen sowie für Rohrdurchführungen u. ä. sind Ausschnitte und Innenaussparungen in der Küchenarbeitsplatte erforderlich. Dabei sind die Ecken stets abzurunden. Der Innenradius soll möglichst groß gehalten werden: Bei Ausschnitten bis zu 250 mm Seitenlänge müssen diese Ecken einen Mindestradius von 6 mm haben.
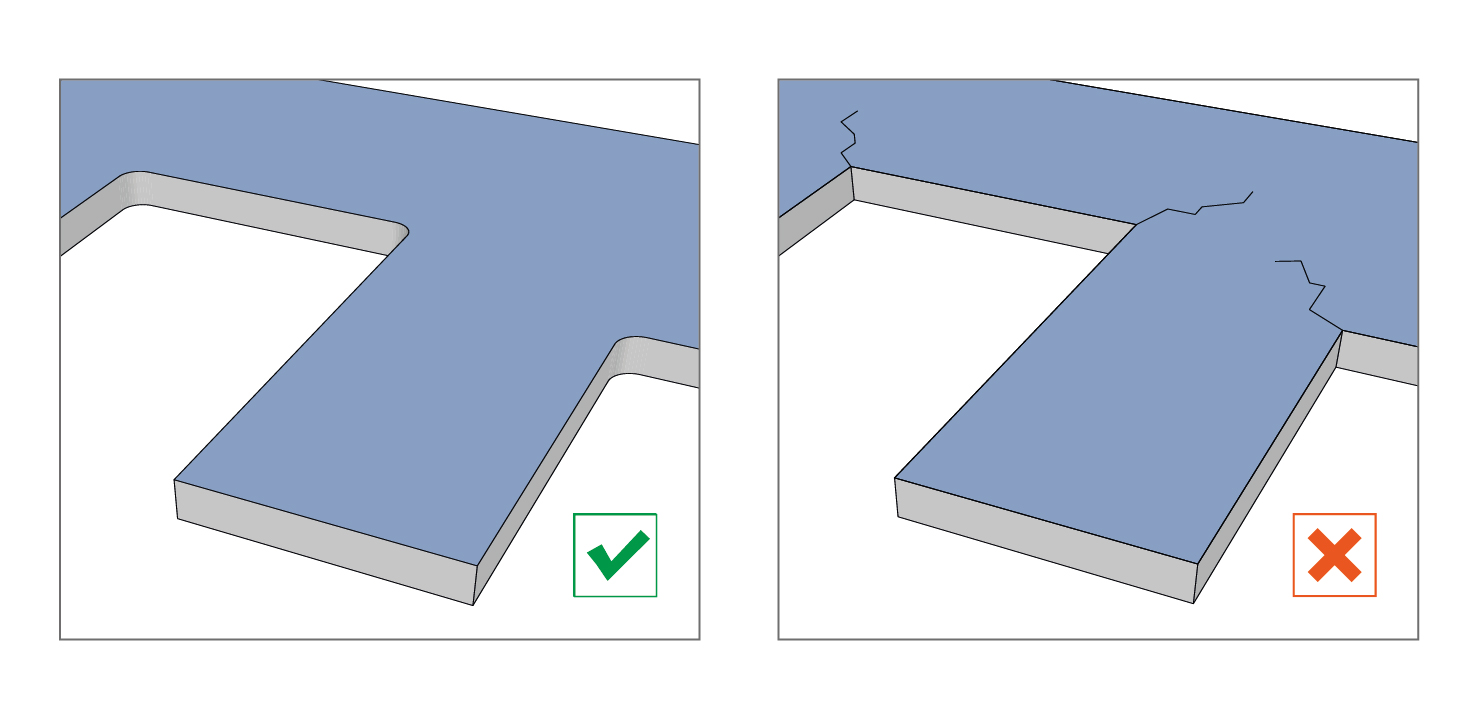
Für Ausschnitte empfiehlt sich grundsätzlich eine Handoberfräse. Bei Verwendung einer Stichsäge sind die Ecken zuerst vorzubohren. Der Schnitt mit der Stichsäge muss von der Unterseite her erfolgen, um ein Ausreißen der Deckschicht sowie Oberflächenkratzer zu minimieren. Scharfkantige Ecken sind materialwidrig und führen zu Rissbildungen. Dies gilt vor allem für den Be- reich der Kochmulden, wo bei häufiger Wärmeeinwirkung erhöhte Schrumpfspannungen auftreten. Sämtliche Schnittkanten müssen ausrissfrei sein, da von Aussplitterungen der Kanten ebenfalls Kerbrisse ausgehen können.
Ist eine Nachbearbeitung der Kanten mit Fräsen nicht möglich, können zum Kantenbrechen Schleifpapier, Feilen oder kleine Handhobel benutzt werden. Hier haben sich besonders Metallhobel mit HSS-Schneiden bewährt.
Bohrungen und Ausschnitte
Ausschnitte und Bohrungen sind so zu dimensionieren, dass für eingebrachte Komponenten (z. B. Rohre, Kabel, Verbindungsmittel) ausreichende Ausdehnungsmöglichkeiten gegeben sind. Ausschnitte im Element, z. B. für Zugänge, Schalter, Ventilatorgitter müssen abgerundete Innenecken mit einem Innenradius von mindestens 6 mm aufweisen. Die Kanten der Aussparung sollten ebenfalls glatt sowie frei von Kerben und Rissen sein. Alle Ausschnitte, Löcher und Durchführungen, die den Spanplattenträger freilegen, müssen sorgfältig mit Dichtungsmitteln versiegelt werden.
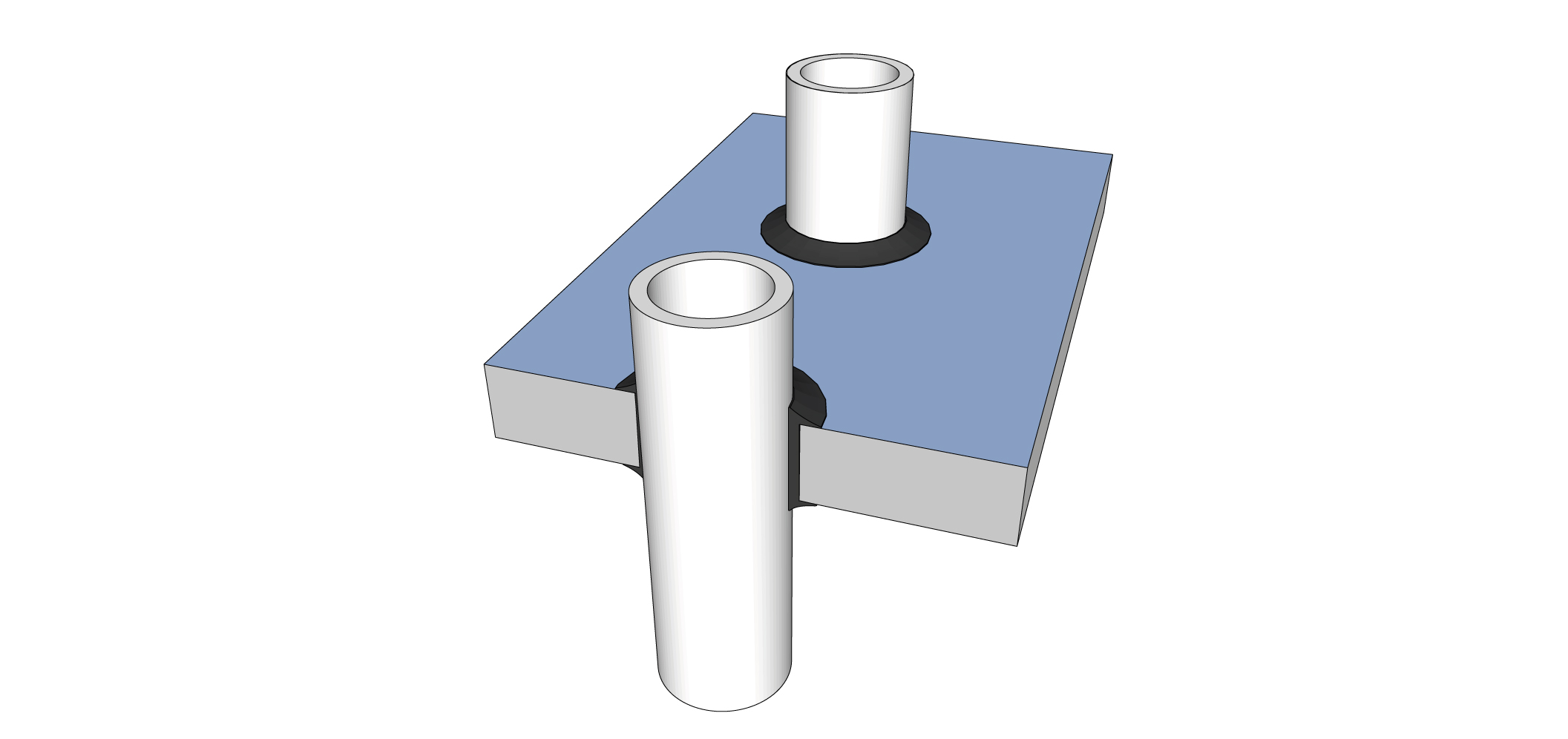
Wegen der zu erwartenden Bewegungen der Arbeitsplatte selbst oder von durchlaufenden Rohren oder Leitungen müssen diese so zentriert werden, dass an jeder Stelle der Durchführung ein Mindestabstand von 2 – 3 mm gewährleistet ist. Auf diese Weise soll verhindert werden, dass Kondenswasser an die Trägerplatte gelangt. Die Schnittkante der Durchführungen ist zu versiegeln.